| 加工定制:否 | 品牌:Siemens/西门子 | 型号:6ES7341-1BH02-0AE0 |
| 工作电压:1V | 输出频率:1kHz | 产品认证:1 |
{西门子与客户携手,让关键所在,逐一实现}
联 系 人: 黄勇《黄工》 24小时联系手机: 13701633515
直线销售电话: 021-31660605 在 线 商 务 QQ: 77956468
单 位:台 产品单价:电议
供货数量:不限 最小定量:一台
包装说明:齐全 产品规格:全新原装
通过点到点连接进行快速的性能数据交换
具有不同传输接口的 3 个型号:
RS 232C (V.24),
20 mA (TTY),
RS 422/RS 485 (X.27)
执行的协议:ASCII, 3964 (R), RK 512
也可加载以下协议:Modbus RTU,Data Highway DF1
使用集成在 STEP 中的一个参数化工具方便地进行组态
西门子S7-300PLC的位逻辑操作示例
位逻辑指令的运算规则:“先与后或”。
例3.1.7:当输入信号I 1.0 和I 1.1 都为“1”,或输入信号I 1.2和 I 1.3 都为“1”时,输出信号Q 3.1 为“1”。否则输出信号Q 3.1为“0”。
语句表(STL)语言如下:
A I 1.0
A I 1.1
O
A I 1.2
A I 1.3
= Q 3.1
例3.1.8:当输入信号I 1.0 或I 1.1为“1”,并且I 1.2 或 I 1.3为“1”时,输出信号Q 3.1 为“1”。否则输出信号Q 3.1 为“0”。
功能图(FBD)语言如下:
语句表(STL)语言如下:
A (
O I 1.0
O I 1.1
)
A(
O I 1.2
O I 1.3
)
= Q 3.1
西门子S7-300PLC的置位/复位双稳态触发器指令及示例
如果置位输入端为“1”,复位输入端为“0”,则触发器被置位。此后,即使置位输入端为0,触发器也保持置位不变。如果复位输入端为1,置位输入端为“0”,则触发器被复位。
置位优先型RS触发器的R端在S端之上,当两个输入端都为1时,下面的置位输入端最终有效。既置位输入优先,触发器被置位。
复位优先型SR触发器的S端在R端之上,当两个输入端都为1时,下面的复位输入端最终有效。既复位输入优先,触发器被复位。
如果输入信号 I 0.0 = 1, I 0.0 = 0, 则M 0.0被复位,Q 4.0 = 0;
I 0.0 = 0, I 0.0 = 1, 则M 0.0被置位,Q 4.0 = 1;
I 0.0 = 0, I 0.0 = 0, 则M 0.0输出保持不变,Q 4.0
输出不变;
I 0.0 = 1, I 0.0 = 1, 则M 0.0被置位,Q 4.0 = 1。
如果输入信号 I 0.0 = 1, I 0.0 = 0, 则M 0.0被复位,Q 4.0 = 0;
I 0.0 = 0, I 0.0 = 1, 则M 0.0被置位,Q 4.0 = 1;
I 0.0 = 0, I 0.0 = 0, 则M 0.0输出保持不变,Q 4.0
输出不变;
I 0.0 = 1, I 0.0 = 1, 则M 0.0被置位,Q 4.0 = 0。SIMATIC S7-300 可编程控制器在组合机床中的应用
喷油器是柴油内燃机的一个关键部件,是油泵油嘴行业中的主导产品之一。随着我国汽车工业的发展,对喷油器的需求无论在数量上还是质量上都有了新的要求,针对这一情况,我们设计制造了用来加工喷油器的组合机床。
该机床的机械结构复杂,动力头均由法国制造。要求加工精度高,电气挖掘系统功能强,工件加工动作紧,生产效***。
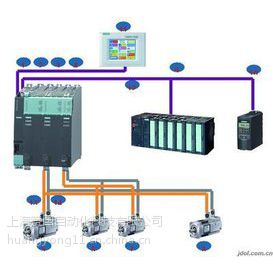
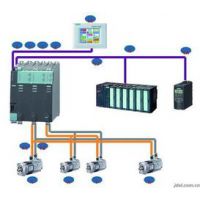
为了实现该机床钻孔、扩孔、铰孔、攻丝及复合钻孔等功能,我们选用了SIEMENS公司的SIMATIC S7-300可编程控制器和OP15字符操作员面板来达到电气控制的目的,使机床完成在自动方式、半自动方式和手动调零方式下的运行,并且可进行参数的设置及运行状态显示。当机床出现故障时,及时地发出报警信息,准确地排除故障,这种直观的显示方式,提供了良好的人机交互界面。
S7-300可编程控制器的结构为导轨式模块组合,易于更换,可任意选择所需要的模块。而与之相配套的STEP BASIC软件则功能更加强大,具有多样化的编程方式,可在线调试程序或监视标志位、定时器、计数器的实际运行状态,实现PLC的故障诊断、信息查询等功能。
OP15字符显示操作员面板可直接显示状态信息、错误住处和过程变量,这为使用者了角机床运行状态和故障住处带来了很大的方便。
OP15的编程软件PROTOOL/LITE,用于定义OP15的功能和接口,可实现各种显示的画面。
OP15通过MPI接口与S7-300可编程控制器连接,并由S7程序通过用户数据区建立和OP15的通讯。
有了上述的硬件和软件的支持,则非常有益于系统的软件设计。
机床的程序设计采用的是分布式编程,程序分成独立的指令块,每个块包含给定的作业组的逻辑。
使用的编程方法是梯形图、语句表,根据实现的名作业功能编写出显示块、参数设置块、工作台运行块、自动循还块、动力注调整块等。这块程序块由组织块OB1调用,实现整体和程序的协调运行。
该机床经过几年的运行表明,整个系统设计合理,控制精度高,运行可靠,提高了喷油器生产的自动化水平,减小了操作人员的劳动强度,提高了生产效率。